Что делает подшипниковую сталь GCr15 идеальной для изготовления корпусов роликов грануляторов?
В промышленности по производству пеллет корпус ролика является одним из наиболее механически нагруженных компонентов всей производственной линии. Он выдерживает постоянные сжимающие силы, абразивное трение и повышенные температуры в течение каждого рабочего цикла. Таким образом, выбор подходящего материала для корпусов катков — это не просто вопрос предпочтений: он напрямую определяет время безотказной работы машины, качество пеллет и затраты на техническое обслуживание. Среди доступных материалов подшипниковая сталь GCr15 стала доминирующим выбором для изготовления корпусов валков высокопроизводительных грануляторов, и чтобы понять, почему, необходимо внимательно изучить ее металлургические свойства и реальное поведение под нагрузкой.
Понимание подшипниковой стали GCr15: состав и металлургические свойства
GCr15 — это высокоуглеродистая хромсодержащая сталь, стандартизированная в соответствии с китайской спецификацией GB/T 18254, широко признанная во всем мире как эквивалентная AISI 52100 или DIN 100Cr6. Его название отражает основную формулу легирования: «G» означает подшипниковую сталь, «Cr» означает хром, а «15» означает содержание хрома примерно 1,5%. Полный химический состав обычно попадает в следующие диапазоны:
| Элемент | Диапазон контента | Роль в стали |
| Углерод (С) | 0,95% – 1,05% | Твердость и износостойкость |
| Хром (Cr) | 1,40% – 1,65% | Прокаливаемость и коррозионная стойкость |
| Марганец (Mn) | 0,25% – 0,45% | Укрепляет матричную структуру |
| Кремний (Si) | 0,15% – 0,35% | Раскисление и прочность |
| Сера (S) / Фосфор (P) | <0,025% каждый | Контролируется чистота и прочность |
Благодаря такому точному составу получается сталь с исключительной однородностью и тонким распределением карбидов после правильной термообработки, что имеет решающее значение для компонентов, которые должны одновременно противостоять контактной усталости при качении и абразивному износу — именно таким условиям внутри гранулятора.
Ключевые механические преимущества для грануляторов
Исключительная твердость после термообработки
После закалки и низкотемпературного отпуска GCr15 достигает поверхностной твердости 58–65 HRC. Этот уровень твердости важен для корпусов валков, поскольку рабочая поверхность должна противостоять образованию вмятин и канавок, вызванных волокнистой биомассой, загружаемыми материалами и минеральными добавками, проталкиваемыми через отверстия матрицы. Высокая и постоянная твердость по всей поверхности корпуса означает, что износ распределяется равномерно, что значительно продлевает срок службы по сравнению со сталью более низкого качества.
Превосходная износостойкость при циклических нагрузках
Корпуса валков гранулятора непрерывно вращаются под сильным давлением на поверхность матрицы. Это создает среду циклического усталостного нагружения. Мелкая, равномерно распределенная карбидная сетка GCr15 в мартенситной матрице обеспечивает превосходную стойкость как к абразивному износу, так и к контактной усталости при качении. По сравнению с обычными углеродистыми сталями или альтернативами из более низких сплавов, обечайки валков GCr15 могут служить на 30–50 % дольше в стандартных условиях производства окатышей, что снижает частоту замен обечайки и связанные с этим простои.
Хорошая стабильность размеров во время работы
Точность размеров имеет решающее значение для корпусов валков грануляторов. Любая деформация геометрии оболочки напрямую влияет на зазор между валком и матрицей, что, в свою очередь, влияет на плотность, консистенцию и качество продукции. GCr15 сохраняет превосходную стабильность размеров при термических и механических нагрузках, особенно при правильном отпуске для снижения остаточных напряжений после закалки. Это гарантирует, что корпус ролика сохранит свою изготовленную геометрию на протяжении всего срока службы.
Процесс термообработки корпусов роликов GCr15
Характеристики GCr15 в корпусах валков грануляторов во многом зависят от процесса термообработки, применяемого во время производства. Неоптимальная термообработка не сможет раскрыть весь потенциал стали и может привести к преждевременному растрескиванию или чрезмерному износу. Стандартная технологическая последовательность изготовления корпусов роликов GCr15 включает следующие этапы:
- Сфероидизирующий отжиг: Выполняется при температуре 780–800°C для получения микроструктуры шаровидного карбида, улучшающей обрабатываемость перед окончательным формованием.
- Закалка (Закалка): Нагрев до 830–860°C, затем закалка в масле для достижения мартенситного превращения и целевой твердости выше 62 HRC.
- Низкотемпературный отпуск: Проводят при температуре 150–180°C в течение 1–3 часов для снятия закалочных напряжений при сохранении твердости 58–64 HRC.
- Криогенная обработка (дополнительно): Некоторые производители применяют обработку при температуре ниже нуля при температуре от –70 до –100°C для преобразования остаточного аустенита, что еще больше повышает стабильность размеров и срок службы.
Тщательный контроль скорости закалки, температуры отпуска и времени выдержки необходим, чтобы избежать закалочного растрескивания — риска для высокоуглеродистых сталей — при достижении целевых механических свойств по всему поперечному сечению оболочки.
GCr15 по сравнению с другими распространенными материалами корпуса ролика
Для изготовления корпусов валков грануляторов в различных целях используются несколько материалов. Понимание различий между GCr15 помогает командам по закупкам и инженерам принимать обоснованные решения.
| Материал | Твердость (HRC) | Износостойкость | Прочность | Уровень затрат |
| ГКр15 (52100) | 58–65 | Отлично | Умеренный | Средний |
| 20CrMnTi (закаленный) | 58–62 (поверхностный) | Хорошо | Высокий | Средний |
| 42CrMo (легированная сталь) | 48–55 | Умеренный | Очень высокий | Средний |
| Высокий Chromium Cast Iron | 55–65 | Очень высокий | Низкий | Низкий–Medium |
GCr15 представляет собой наиболее сбалансированный вариант для требовательных условий эксплуатации грануляторов. Чугун с высоким содержанием хрома обеспечивает сопоставимую износостойкость, но является хрупким при ударных нагрузках, что делает его непригодным для мельниц, обрабатывающих абразивное или нестандартное сырье. Цементированные стали, такие как 20CrMnTi, обеспечивают лучшую ударную вязкость, но не могут сравниться по сквозной твердости с GCr15, что важно при перешлифовке гильз во время ремонта.
Практические соображения при выборе корпусов роликов GCr15
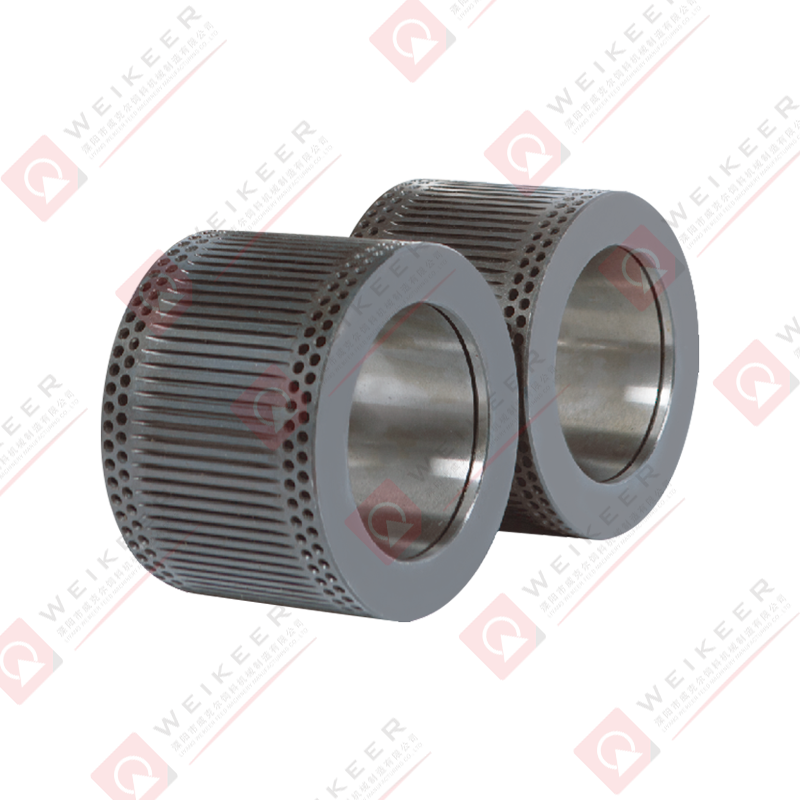
Схема расположения отверстий и конструкция поверхности
Характеристики корпуса ролика GCr15 также зависят от геометрии его поверхности. Доступны оболочки с гофрированной, прорезной, сотовой и гладкой поверхностью, каждый из которых подходит для различных материалов и размеров гранул. Для гранул из древесной биомассы гофрированная оболочка или оболочка с прорезями обеспечивают лучший захват и эффективность подачи. Для кормов для животных обычно используются сотовые или мелкощелевые модели. Поскольку GCr15 обладает превосходной обрабатываемостью в отожженном состоянии, перед окончательной термообработкой можно точно обрабатывать сложные узоры поверхности, обеспечивая сохранение точности размеров.
Посадка с натягом и допуски при установке
Оболочки роликов GCr15 обычно монтируются на сердечник ролика с использованием метода запрессовки или гидравлического расширения. Посадка с натягом должна быть точно рассчитана с учетом внутреннего диаметра корпуса, толщины стенки и диапазона рабочих температур. Поскольку GCr15 имеет низкое тепловое расширение по сравнению с некоторыми другими сплавами, при расчетах посадки следует учитывать рабочую тепловую среду, чтобы предотвратить скольжение во время использования или растрескивание во время установки.
Инспекция и проверка качества
При покупке корпусов роликов из GCr15 покупатели должны запросить сертификаты на материалы, подтверждающие химический состав, результаты испытаний на твердость (обычно по шкале Роквелла C) и записи неразрушающего контроля (NDT), такие как ультразвуковой или магнитопорошковый контроль. Эти испытания проверяют внутреннюю целостность и выявляют любые закалочные трещины или включения, которые могут привести к преждевременному выходу из строя при циклической загрузке в грануляторе.
Техническое обслуживание и продление срока службы
Даже самое качественное Корпуса роликов GCr15 требуют надлежащего технического обслуживания для достижения полного срока службы. Операторы грануляторов широко рекомендуют следующие методы:
- Регулярная регулировка зазора между роликами: Поддержание правильного зазора между корпусом ролика и матрицей предотвращает локальную перегрузку и неравномерный износ.
- Смазка роликовых подшипников: Хотя сам корпус не требует смазки, внутренние подшипники, поддерживающие ролик, должны быть достаточно смазаны, чтобы предотвратить накопление тепла, которое может повлиять на геометрию корпуса.
- Вращение корпуса: Периодическое вращение корпуса (если это позволяет конструкция) равномерно распределяет износ по рабочей поверхности.
- Перешлифовка изношенных гильз: Корпуса из GCr15 с умеренным поверхностным износом можно перешлифовать для восстановления геометрии поверхности, что эффективно продлевает срок службы еще на один цикл, прежде чем потребуется замена.
- Консистенция сырья: Поддержание однородного содержания влаги и размера частиц в сырье снижает ударные нагрузки на поверхность корпуса ролика и минимизирует концентрацию напряжений на поверхностных элементах.
Вывод: GCr15 остается эталоном инженерной мысли для корпусов валков грануляторов.
Широкое внедрение подшипниковой стали GCr15 в производстве корпусов валков грануляторов является результатом десятилетий промышленного опыта и научных исследований в области материалов. Сочетание высокой поверхностной твердости, превосходной износостойкости, стабильности размеров и совместимости с процессами точной механической обработки и термообработки делает его уникально подходящим для требовательных механических условий производства окатышей. Независимо от того, используется ли древесная биомасса, корм для животных или отходы агропромышленного производства, корпуса роликов GCr15 неизменно превосходят альтернативы по сроку службы и надежности. Для инженеров и специалистов по закупкам, оценивающих материалы корпуса роликов, GCr15 остается общепринятым эталоном, по которому оцениваются все остальные варианты.



 英语
英语 西班牙语
西班牙语 阿拉伯语
阿拉伯语 中文简体
中文简体













